As both established and startup consumer electronics manufacturers look to expand their market reach, the European Union presents an enticing, lucrative growth opportunity. Entry into this market comes with its prerequisites, however, one of which is CE certification. This certification is a regulatory mark that signifies a product’s compliance with EU legislation, primarily focusing on health, EMC, safety, and environmental protection. Products ranging from electrical equipment to toys to medical devices all require CE certification to be sold within the European market.
CE certification is more than just a sticker on your product; it’s a passport for your products’ arrival into the European Union. It applies to a broad range of goods, including consumer electronics, machinery, and medical devices. CE certification upholds basic principles of health, safety, and environmental protection, ensuring that products sold within the EU do not compromise the well-being of its users or the environment.
Understanding the CE marking process and ensuring compliance is pivotal for manufacturers aiming for market entry, as it not only facilitates smoother customs clearance but also boosts consumer confidence in product safety and standards.
The CE Certification Process: A Step-by-Step Guide
Navigating the CE certification process requires meticulous attention to detail and a thorough understanding of the European Union’s regulatory environment. Before a product can proudly display the CE mark, manufacturers must embark on a multi-faceted journey that begins with identifying the specific legal frameworks applicable to their product. This initial stage lays the groundwork for the entire certification process, underscoring the necessity for precision and expertise in regulatory compliance.
1. Identifying Relevant EU Directives and Standards: The first step in obtaining CE certification is to identify which specific EU directives and harmonized standards apply to your product. This involves a detailed analysis of your product’s features and functionalities to match them with the relevant legal requirements.
2. Assessing Product Compliance: Once the applicable directives are identified, manufacturers must assess whether their product complies with these requirements. This can be done through self-assessment or by engaging third-party CE certification services, which can provide an unbiased evaluation of your product’s conformity.
3. Technical Documentation: Compiling comprehensive technical documentation is a critical step in the CE certification process. This documentation should provide evidence of compliance with the relevant directives and standards, including design, manufacture, and operation details. It serves as a dossier that demonstrates your product’s eligibility for the CE mark.
4. CE Marking and Declaration of Conformity: After ensuring compliance and compiling the necessary documentation, manufacturers can then affix the CE mark on their products. Alongside this, a Declaration of Conformity must be drafted, declaring that the product meets all the relevant requirements. This declaration must be available to the European authorities upon request.
Challenges and Solutions in Obtaining CE Certification
Manufacturers often face challenges such as navigating the complex landscape of EU directives, ensuring accurate product classification, and managing the comprehensive documentation required for compliance. A practical solution is to leverage the expertise of CE certification services, which can guide you through the intricacies of the process, from initial assessment to the final declaration. Engaging with these services early in the product development phase can mitigate risks and streamline the path to compliance.
CE certification is a crucial milestone for manufacturers aiming to enter the European market. It not only ensures that products adhere to high safety, EMC, health, and environmental standards but also opens the door to a vast and diverse marketplace. By integrating compliance into the early stages of product development and utilizing the expertise of CE certification services, manufacturers can navigate the certification process more efficiently, avoiding common pitfalls and accelerating market entry.
Let F2 Labs be your guide to success in the European market, ensuring that your products are welcomed by consumers and regulators alike.
Reese’s Law was signed by President Biden on August 16, 2022 and as of March 19, 2024 all products that incorporate button batteries or coin cell batteries must comply with UL 4200A as the safety standard for performance and labeling per 16 CFR 1263. The intent of this law is to reduce the risk of injury from the ingestion of button cell or coin cell batteries by children six years or younger.
Per UL 4200A products that contain these battery types or are designed to use these battery types must:
Have compartments that hold such batteries be secured such that they require a tool or at least two independent hand movements to open
These compartments cannot be accessed or the batteries contained therein accessed as a result of repeated use and abuse
The packaging must contain a warning label
The product itself must contain a warning label
Manuals and instructions must include all applicable warnings.
F2 Labs can assist in the required testing necessary to comply with Reese’s Law. Reach out to us today to begin a discussion with one of our technical sales staff to guide you through the process.
CONTACT F2 LABS FOR HELP, THIS IS WHAT WE DO.
Want to discuss your project with us?
You can contact us at this link. Our phone number is 877-405-1580 and we are here to help you.
The Machinery Regulation (EU)2023/1230 was published in 2023 but did not formally replace the Machinery Directive 2006/42/EC until 2027. F2 Labs performed a deep dive into the two EU regulations to figure out what is new, what is staying, and what has been removed.
Not much has changed, but it is different. The major new thing is that Annex IV from 2006/42/EC has been split into two categories in (EU)2023/1230 – Annex I, Part A and Part B. Part A has stricter requirements than Part B. Part A requires a compliance procedure from Article 25(2.) while Part B requires a compliance procedure from Article 25(3.) Keep in mind – most machinery does not fall into Annex I. Machinery that does not match the equipment in the Annex I list requires a compliance procedure from Article 25(4.).
Let’s break these compliance procedures down for each of the three scenarios.
Annex I, Part A covers –
Removable mechanical transmission devices. including their guards.
Guards for removable mechanical transmission devices.
Vehicle servicing lifts.
Portable cartridge-operated fixing and other impact machinery.
Safety components with fully or partially self-evolving behavior using machine learning approaches ensuring safety functions.
Machinery that has embedded systems with fully or partially self-evolving behavior using machine learning approaches ensuring safety functions that have not been placed independently on the market, with respect only to those systems.
Annex I, Part A equipment can use these compliance modules:
Internal Production Control + Conformity to Type (EU type-examination)
Conformity based on Full Quality Assurance
Conformity based on Unit Verification
Annex I, Part B covers –
Circular saws (single- or multi-blade) for working with wood and material with similar physical characteristics or for working with meat and material with similar physical characteristics of the following types: 1.1. sawing machinery with fixed blade(s) during cutting, having a fixed bed or support with manual feed of the workpiece or with a demountable power feed; 1.2. sawing machinery with fixed blade(s) during cutting, having a manually operated reciprocating saw-bench or carriage; 1.3. sawing machinery with fixed blade(s) during cutting, having a built-in mechanical feed device for the workpieces, with manual loading and/or unloading; 1.4. sawing machinery with movable blade(s) during cutting, having mechanical movement of the blade, with manual loading and/or unloading.
Hand-fed surface planing machinery for woodworking.
Thicknesses for one-side dressing having a built-in mechanical feed device, with manual loading and/or unloading for woodworking.
Band-saws with manual loading and/or unloading for working with wood and material with similar physical characteristics or for working with meat and material with similar physical characteristics, of the following types: 4.1. sawing machinery with fixed blade(s) during cutting, having a fixed or reciprocating-movement bed or support for the workpiece; 4.2. sawing machinery with blade(s) assembled on a carriage with reciprocating motion.
Combined machinery of the types referred to in points 1 to 4 and in point 7 for working with wood and material with similar physical characteristics.
Hand-fed tenoning machinery with several tool holders for woodworking.
Hand-fed vertical spindle moulding machinery for working with wood and material with similar physical characteristics.
Portable chainsaws for woodworking.
Presses, including press-brakes, for the cold working of metals, with manual loading and/or unloading, whose movable working parts may have a travel exceeding 6 mm and a speed exceeding 30 mm/s.
Injection or compression plastics-moulding machinery with manual loading or unloading.
Injection or compression rubber-moulding machinery with manual loading or unloading.
Machinery for underground working of the following types: 12.1. locomotives and brake-vans; 12.2. hydraulic-powered roof supports.
Manually loaded trucks for household refuse collection, incorporating a compression mechanism.
Devices for the lifting of persons or of persons and goods involving a hazard of falling from a vertical height of more than 3 m.
Protective devices designed to detect the presence of persons.
Power-operated interlocking movable guards designed to be used as safeguards in machinery referred to in points 9, 10 and 11 of this Part.
Logic units to ensure safety functions.
Roll-over protective structures (ROPS).
Falling-object protective structures (FOPS).
Annex I, Part A equipment can use these compliance modules:
Internal Production Control
Internal Production Control + Conformity to Type (EU type-examination)
Conformity based on Full Quality Assurance
Conformity based on Unit Verification
Equipment that is in scope of the Machinery Regulation but does not match any of the equipment listed in Annex I is only able to use Internal Production Control (Module A) as the compliance module. This means there is no legal reason to involve a Notified Body in your Machinery Regulation evaluation unless your equipment is listed in Annex I. Even then you can possibly avoid it. This is the same policy as in the current Machinery Directive.
What are each of these compliance modules and what do they mean?
Internal Production Control, Module A – this means you have the equipment tested by an accredited lab using applicable harmonized standards, compile all documentation that validates compliance (your Technical File with all reports, critical component data sheets, manuals, drawings, schematics, etc), draft an EU declaration of conformity, mark the equipment with a CE marking, and then sell as many as you can to customers in the EU.
Interestingly – Internal Production Control is allowed for all Annex IV (under the current Machinery Directive 2006/42/EC) equipment as long as all applicable to MD Annex I EHSR’s (essential health and safety requirements) are validated by checking against harmonized standards. The new Machinery Regulation (EU)2023/1230 split Annex IV from 2006/42/EC and made it into two sections: Annex I, Part A and Part B in the new regulation. Part A requires Notified Body involvement no matter what. Part B equipment can be made compliant by following Module A only if harmonized standards under the Machinery Regulation that address each risk matching an EHSR from Annex II of that regulation. That means you can, possibly, comply with the Machinery Regulation without contracting with a Notified Body.
EU Type-Examination, Module B – this means you have the above evaluation (Internal Production Control, Module A) performed by an accredited test lab and send the documentation (Technical File including EU declaration of conformity) along with a sample of the product to an EU Notified Body that is authorized to issue a certificate for your product category. That can be a little tricky for a few reasons – one: you probably want one that speaks English and two: you cannot change Notified Bodies once you start, so if your product does not pass the EU type-examination you will not be able to go to another Notified Body. You will need to work with the original Notified Body that gave you the failing report and resolve the identified issues, if there are any. Note that you are not finished with an EU type-examination. That is a Notified Body checking that the product was tested to the appropriate standards and the resultant evaluation and test data is valid. In other words, it is a part of a process you may need to follow.
Conformity to Type Based on Internal Production Control, Module C – this is Internal Production Control (Module A) + EU type-Examination of your product (Module B). So, this module is A + B = Module C. This is the usual process for Annex IV equipment under the current Machinery Directive 2006/42/EC that we deal with at F2 Labs. Essentially, it means this: You have the product tested by a lab, the resulting documentation is sent to a Notified Body. They approve it and issue the EU type-examination certificate. Then it is up to you and your quality system to manufacture each unit identically to the unit that passed the evaluation(s).
Conformity to Type Based on Full Quality Assurance, Module H– this is Internal Production Control (Module A) + EU type-Examination of your product (Module B) + audits of your quality system = Module H. These audits can be unannounced as well and they are performed by a Notified Body.
Conformity Based on Unit Verification, Module G – this involves completing Internal Production Control, Module A, for the product and then releasing the Technical File to a Notified Body – and then the Notified Body conducts the testing on the equipment. This is the most stringent method as it requires a Notified Body to perform the testing, presumably after you have already assured compliance: through testing pre-emptively with an ISO accredited test laboratory. You also must involve a Notified Body for every unit that is destined for the EU.
Other Changes in the Machinery Regulation –
Article 1, 2., (f) in the Machinery Directive 2006/42/EC is moved to Article 1, 2., (p), (i-vi) in the Machinery Regulation (EU)2023/1230. The new regulation also added reference to the Radio Equipment Directive (RED) 2014/53/EU along with the Low Voltage Directive (LVD)2014/35/EU. It addresses the below equipment that can now be excluded from the Machinery Regulation in favor of the LVD or RED. See below –
This Regulation does not apply to:
(p) the following electrical and electronic products, insofar as they fall within the scope of Directive 2014/35/EU or of Directive 2014/53/EU: (i) household appliances intended for domestic use which are not electrically operated furniture; (ii) audio and video equipment; (iii) information technology equipment; (iv) ordinary office machinery, except additive printing machinery for producing three-dimensional products; (v) low-voltage switchgear and control gear; (vi) electric motors;
This is relevant because presently our methodology is to apply the RED to equipment in scope of the Machinery Directive which requires safety testing to the LVD, Anenx I. While the LVD is addressed the same way in the Machinery Directive (Annex I, 1.5.1 Electricity Supply) and the Machinery Regulation (Annex II, 1.5.1 Electricity Supply), the wording is different in the RED.
That brings us to another change. The EU started New Legislative Framework in 2008 that sought to align all Directives and Regulations regarding certain common elements… like the EU declaration of conformity and the Technical File. Since the Machinery Directive 2006/42/EC was written in 2006 it does not align with the “NLF” as it is called.
The requirement for an EU address, which is an EU Contact listed on EU declarations of conformity, is not in the new Machinery Regulation. This requirement is listed in Annex II, 1., A, 2. in the Machinery Directive but is conspicuously absent in the Machinery Regulation.
The last new change we will address in this article is Article 10 in the new Machinery Regulation. Article 11 spells out, in plain English, what your obligations are as manufacturer. It is a short, succinct list of 10 items. It is very easy to read and understand.
More later. We will take this Regulation apart word by word before the 2027 implementation date. Finally, yes, you can claim compliance with both the Machinery Directive and the Machinery Regulation now if your equipment complies with both. No need to wait.
CONTACT F2 LABS FOR HELP, THIS IS WHAT WE DO.
Want to discuss your project with us?
You can contact us at this link. Our phone number is 877-405-1580 and we are here to help you.
Today, I read an email from our HazLoc engineering department that I think is extremely useful not only for F2 Labs personnel, but also for our clients who are working on what is required and how to comply. Your first steps in any compliance project will determine the two most important metrics: how much money will it cost and how long will it take?
See the correspondence below and reach out to us with any questions about this or any compliance questions you have.
Since this came up in a meeting today: With US and Canadian Intrinsic safety approvals, we can use several different standards. It’s a bit of an unusual situation and came about because manufacturers pushed back years ago when the new standards came out and did not want to have design their equipment to meet the new requirements.
In Canada, the most current intrinsic safety standard is CSA C22.2 No. 60079-11:2014 (R2023). However, we are still allowed to certify products to the previous intrinsic safety standard CSA C22.2 No. 157-1992. We are able to use CSA 157 through 9-1-2027. Those listings would be able to stay approved to CSA 157 to end of life of the product unless the mfg makes a major change to their equipment after 9-1-2027.
In the USA, the most current version of the intrinsic safety standard is UL913, 8th edition. However, in the USA, we are allowed to use UL913, 5th edition as an alternate (indefinitely, or at least for the foreseeable future). We are also allowed to use UL913, 6th edition if the product is required to be certified to that specific standard. This typically applies to PASS device and other firefighter equipment that is certified to NFPA 1981/1982/1983
The reason why a customer may want to use CSA C22.2 No. 157 and UL913, 5th edition instead of the more current standard is because the requirements in the new standards are more stringent and in some cases will require major re-designs of their equipment. One example is for non-metallic enclosures. The newer standard requires that we assess the enclosure for potential static ignition concerns while the older standards do not. There are a lot of these types of situations between the standards.
1. New Electrostatic Hazard Requirements for Non-Metallic Enclosures and Enclosure Parts.
2. Increased scrutiny for Metallic Enclosures and Enclosure Parts.
3. Increased Safety Factor Requirements for Spark Ignition.
4. Higher level of required conformance for many Protective Components.
5. New requirements for fuses.
6. New enclosure requirements for both Class I and Class II & III.
7. New Drop Test Requirements.
8. New Battery Requirements.
9. New Requirements for Small Components, PC Boards, and Wiring.
10. New requirements for connections (field, internal, and permanently-connected-cables).
11. New PC Board Coatings requirements.
12. Addition of new required testing, both type and routine testing.
13. New requirements for isolating elements (transformers, blocking capacitors, optos).
NOTE: If a customer is also going for an ATEX and/or IECEx approval, then we would always use UL913, 8th edition and CSA 60079-11 since those are harmonized with ATEX/IECEx requirements. The above would only apply for customers that only need US and Canadian approvals.
CONTACT F2 LABS FOR HELP, THIS IS WHAT WE DO.
Want to discuss your project with us?
You can contact us at this link. Our phone number is 877-405-1580 and we are here to help you.
The U.S. Food and Drug Administration recently sent out an Open Letter to Industry to remind manufacturers of medical devices that they should always be vigilant in verifying the accuracy of third party testing data that they are using for premarket submissions under 510K, DeNovo, or EUA type approvals. The letter indicates that FDA has seen an uptick in recent years of third-party labs fabricating data, copying test data used in similar submissions, or unreliably characterizing the equipment under use. Although, specific companies are not named, the FDA does point to “numerous such facilities based in China and India.” In cases where this type of data is used, the FDA has no choice but to reject the premarket submission.
F2 Labs is an ASCA (Accreditation Scheme for Conformity Assessment) accredited test laboratory with years of experience in testing and certifying medical devices for use in the United States, Canada, the EU, and elsewhere. F2 Labs stands behind the data that we produce as a result of such an evaluation and has worked hand in hand with the FDA in implementing new testing procedures such as testing for Immunity against EAS, X-Ray Machines, and 5G Cellular devices. Using F2 Labs for your testing effort in preparation for premarket submission should provide confidence in the success of your endeavor. Reach out to us today to begin a discussion with one of our technical sales staff to guide you through the process.
CONTACT F2 LABS FOR HELP, THIS IS WHAT WE DO.
Want to discuss your project with us?
You can contact us at this link. Our phone number is 877-405-1580 and we are here to help you.
Navigating CE Compliance for entry into the EU can be daunting at times, because of the sheer number of regulations and Directives that may apply to your given product. Without the help of a trusted testing partner (seriously, contact us when you have a new product in development), it may be difficult to determine what you are legally required to comply with.
Any product that is going to be placed on the marketplace in Europe must comply with all Directives that are applicable to said product. In this blog post we’re going to look at a sample product to determine what Directives apply and what needs to be done.
Product in question – Flatscreen computer monitor
Power – 220VAC via supplied charger – no battery backup
In this scenario we are working with a piece of equipment that I bet most of us have lying around our home. Now counter to US/Canadian certification where you find an applicable standard and test to it, European (CE) compliance requires us to first determine which Directives apply to the product and THEN find an appropriate Harmonized Standard under the Directive to test to.
Let’s first look at the electrical safety of this device. Any device that connects to mains power, whether for operation or for charging is required to comply with the Low Voltage Directive (LVD) (2006/95/EC). Some folks may point to the fact that this device operates under 60VDC and thus may qualify for an exemption under the LVD, however since it uses an off the shelf AC/DC brick power supply that is powered via mains, it must comply with the LVD. The applicable standard under the LVD would be:
EN 62368-1 – Audio/video, information and communication technology equipment – Part 1: Safety requirements
Now we must address the Electromagnetic Compatibility (EMC) of the device. The device must be tested to ensure it doesn’t affect other electronics and is itself not affected by Electromagnetic phenomena such as surges, interrupts, ESD, etc. The standards for this category are below:
EN 55032 – Electromagnetic compatibility of multimedia equipment – Emission requirements
EN 55035 – Electromagnetic compatibility of multimedia equipment – Immunity requirements
Now all electrical devices must comply with RoHS (Restriction of Hazardous Substances) (2011/65/EC). It is a CE marking Directive and you must comply in order to CE mark your device. This usually is an analysis of your BoM to ensure compliance. RoHS changes very infrequently, having only been modified once since 2002.
Finally, the portion that gives a lot of manufacturers trouble in today’s marketplace is REACH. Even though it is not a CE marking Directive, every product that ships into the EU must comply with the REACH Regulation. Again, this is an analysis of your BoM, but to fulfill these obligations, manufacturers and importers need to prepare a registration dossier in a specific format (IUCLID) and submit it to the European Chemicals Agency (ECHA) via the REACH-IT portal. This Regulation changes about every six months, and you must ensure that you meet the most recent version anytime you are shipping to the EU. F2 Labs offer a subscription based service where we will ensure your product remains in compliance with REACH as it updates and changes.
F2 Labs is a turnkey solution when it comes to EU compliance. We can assist with all required testing to claim compliance to the associated Directives and we will even draft a Technical File template that will include a draft Declaration of Conformity.
CONTACT F2 LABS FOR HELP, THIS IS WHAT WE DO.
Want to discuss your project with us?
You can contact us at this link. Our phone number is 877-405-1580 and we are here to help you.
Over the past decade, we have seen an explosion of popularity with various green technologies, and at the forefront of that are electric vehicles and the charging stations that keep them going. A new study questioned whether individuals who wear pacemakers can safely operate an electric vehicle or use a high-power charging station.
The study, performed by the European Heart Rhythm Association (EHRA) in Barcelona, Spain, shows that yes, it is perfectly safe to use and operate these devices, assuming you don’t place the charging cable directly over your pacemaker or stay near the charger for an extended period.
“The new high power charging stations for electric cars have the potential to create strong electromagnetic fields and cause electromagnetic interference in pacemakers and defibrillators, leading them to malfunction,” said study author Carsten Lennerz, MD, of the German Heart Centre Munich. “We previously investigated the risk of electromagnetic interference with cardiac devices while driving electric cars and found that the largest electromagnetic field was located along the charging cable. This was the first study to examine the risk of electromagnetic interference in patients with cardiac implantable electronic devices (CIEDs) while using high power chargers.”
The study found that of the 561 total charges that participants were asked to perform as part of the program, no adverse events were caused by electromagnetic interference. Specifically, there were no malfunctions of the pacemakers that would have inhibited their ability to detect arrhythmias.
If you’re looking for safety and EMC evaluations for electric vehicle charging systems for any market, reach out to us right away.
CONTACT F2 LABS FOR HELP, THIS IS WHAT WE DO.
Want to discuss your project with us?
You can contact us at this link. Our phone number is 877-405-1580 and we are here to help you.
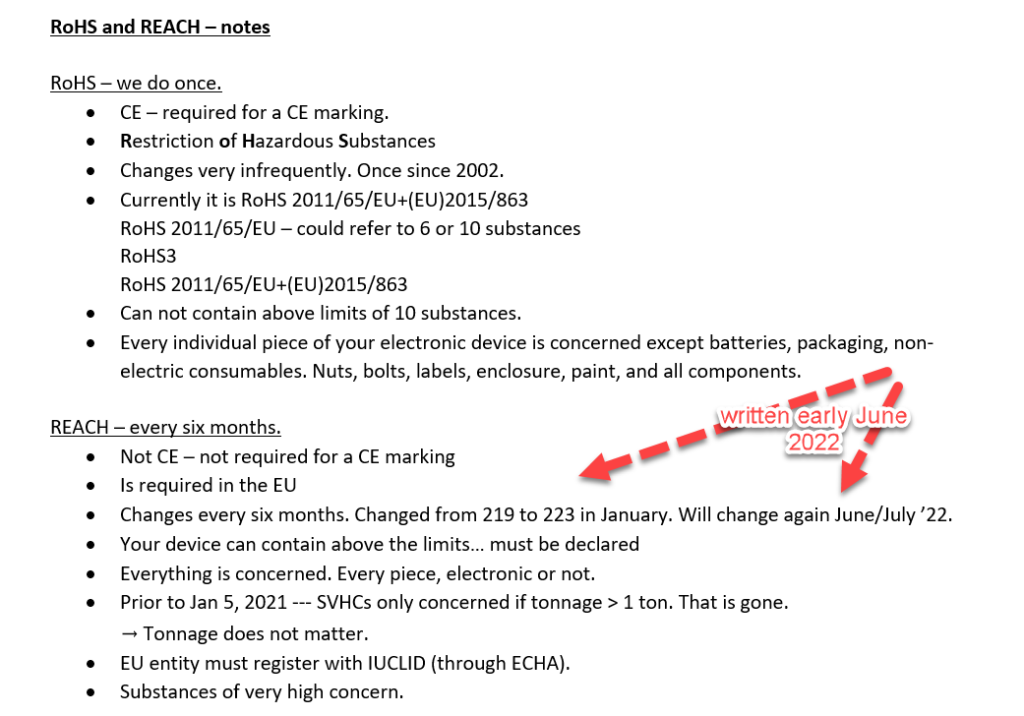
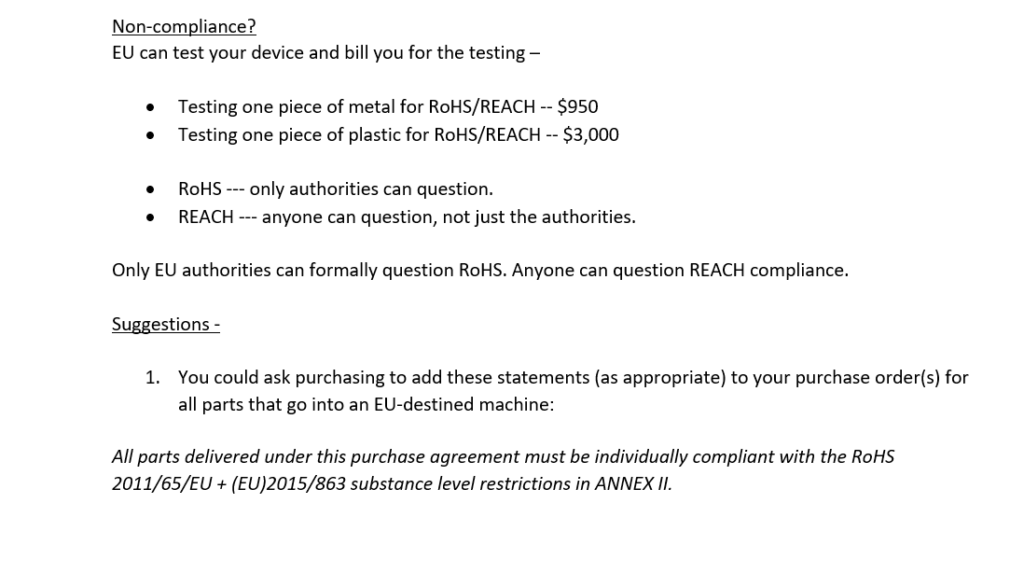
Last June I had a discussion with an F2 Labs customer about the confusion of RoHS and REACH, and that she did not have time to become an expert on either of those two regulations. She contracts us to maintain the compliance of about 20 products for one international company. Because she is busy, and this is just one part of each project, she needs to know just enough about RoHS and REACH so that she can communicate to her colleagues what we need to evaluate the build for compliance.
While on the Teams call, I opened a word document and wrote in laymen’s terms what each of the two regulations are and how they affected her company and its products as we discussed each topic. After the call I decided to save this brief summary because this is an ongoing conversation with almost all of our customers. I have sent a pdf of the below to many customers ready to throw their hands up about RoHS and REACH. We can help you. We will show you that it takes 90 seconds to make a IUCLID submission. Then we will show you where your product will land, in the ECHA SCIP database.
See below –
I would write out a summary of the above… but the above is the summary. We will be happy to discuss your EU RoHS and REACH project – or any project for which you need assistance.
CONTACT F2 LABS FOR HELP, THIS IS WHAT WE DO.
Want to discuss your project with us?
You can contact us at this link. Our phone number is 877-405-1580 and we are here to help you.
As electric vehicle (EV) technology continues to evolve and grow and become more commonplace, the insertion of ethernet technology for data communication in those systems will also continue to evolve.
As with any electric function, but especially in the case of EVs, where the functions of the components/systems are critical to operation, ESD protection is extremely important. Two standards were published in 2016, 100BASE-T1 and 1000BASE-T1, which were adopted to serve specific automotive requirements as it pertains to electromagnetic compatibility (EMC).
IEEE 802.3bw and IEEE 802.3bp are also utilized to cover some of the ESD requirements, which include the robust +/- 15k V contact ESD discharge for unpowered devices with a minimum of 1000 discharges.
F2 Labs can assist with the ESD testing that is required for electric vehicle and more.
CONTACT F2 LABS FOR HELP, THIS IS WHAT WE DO.
Want to discuss your project with us?
You can contact us at this link. Our phone number is 877-405-1580 and we are here to help you.
As more and more electric vehicles (EVs) continue to be utilized both by the public and by government agencies to help reduce our carbon footprint and reduce greenhouse emissions, the infrastructure used to power these vehicles continues to grow.
An un-welcome side effect of this, is that Wireless Power Transfer Systems (which relies on switching frequencies that generate interference in the AM radio bands), can interrupt AM radio broadcasts in several frequency ranges.
EMI interference can be mitigated by using shieled cables, installing filters, and perhaps utilizing ferrite beads as required, however because of the nature of wireless charging technology (which transmits power through the air as a magnetic field), these mitigation efforts cannot be utilized.
If you are the manufacturer of equipment and need assistance with EMI/EMC testing for either wired or wireless platforms, reach out today. F2 Labs can assist with many compliance needs for FCC, Industry Canada, as well as CE Mark evaluations.
CONTACT F2 LABS FOR HELP, THIS IS WHAT WE DO.
Want to discuss your project with us?
You can contact us at this link. Our phone number is 877-405-1580 and we are here to help you.